







得意領域
難物素材へのめっき
めっきは電気が流れる素材であれば何でもめっき可能と思われていますが、
めっき加工をする目的は、素材の特性に合っためっきを「綺麗に密着良く均一に付着させる事」が目的です。
例として、鉄板に亜鉛メッキ加工をして、鉄だけでは保持できない耐食性の良い製品を作る事が出来ます。
そこでめっきが難しい金属に、目的の特性を持った加工を行う事を難物素材へのめっきとしています。
TITANIUM PLATINGチタン及びチタン合金のめっき
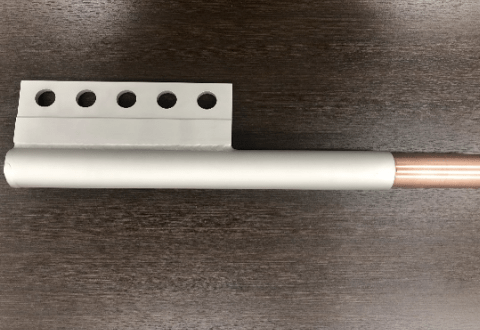
※白金めっき加工済みのチタン材
近年チタン材の加工技術、特に切削加工技術が進歩してきていますが、それに伴いチタン材の表面処理の要求が強くなってきています。今日多くなっているのが燃料電池用セパレーター、電極のプラチナ、金めっきです。チタン材の表面にはTiO₂の酸化被膜が形成されているので、そのままでも耐食性は保持されていますが、チタン材の上にめっきする場合はこの皮膜が邪魔になります。
アルミニウムも同じようにAl₂O₃の皮膜がめっきの邪魔になるので、アルミニウムの場合は、亜鉛置換膜を浴中で析出させて酸化被膜が生成する前に、亜鉛膜で覆っています。しかし、チタンの場合は素材が安定な為にアルミニウムのような工程は使えません。
STAINLESS & NICKELステンレス及びNi合金材
ステンレス材は、不働態酸化被膜の形成によって優れた耐食性を保持していますが、不働態皮膜はめっきを難しくする要因になります。今までは、密着性の良いめっき皮膜を形成するためには、Niストライク浴中で薄いNi皮膜を析出させると同時にステンレス表面を活性化する必要がありました。その表面上にはAuめっきも完全に密着します。しかし、この方法では耐食性を著しく低下させるという欠点があります。そのことから、ステンレス材に耐食性の良いAuめっきを施すには、以下の点が重要になると考えています。
- Ni中間皮膜を使わずステンレス材に
直接ステンレス材にAuめっきする
- ピンホールの形成を増長する原因となる
ハロゲン化水素酸を使わない(塩酸等による活性化は不可)
酸性金ストライクめっきが使われる組成と操作条件
| Au (kAu(CN)₂) ※ | 2 g/L |
|---|---|
| Co(CoSO₄) | 0.2 g/L |
| H₂SO₄ | 10 ml/L |
| H₃PO₄ | 100 ml/L |
| PH | 0.8以下 |
|---|---|
| 浴温度 | 25℃ |
| 電流密度 | 1 A/dm² |
| めっき時間 | 30~60 秒 |
- シアン化第二金カリウムと言い、1970年代にこの金の化合物が工業的に作られ用いられるようになりました。シアン化第一金カリウムは酸性液中では分解してしまいますが、この塩は強酸性でも安定して存在することができます。